作者: 李日傑、林煒祥、吳柏勳、麥朝創
依據Boeing公司市場預測報告(Commerical Market Outlook),航空運輸業在未來20年(2018~2037)平均年成長率為4.7%,將衍生航空製造業商機。因此,估計未來20年全球新客機需求約42,000架,市場價值高達6.3兆美金,其中又以亞太地區的新機需求最多,台灣又身處亞太高經濟成長地區之樞紐位置,加上政府將國防航太工業明定為5+2創新產業的支持,並藉國機國造之資源,拓大產業參與,提昇整體產業能量。目前市面上大型零件的生產皆透過龍門型加工機進行加工,在龍門機台中如何於製造生產過程中提升控制精度得到高品質的商品,工具機高精與高穩定度等技術成為必備條件。因此於本文中將探討龍門工具機的控制技術、搭配的主軸頭以及對應的相關加值軟體,最後介紹目前與工研院合作進行龍門機台應用加工的協力廠商。
本文先以習知的五軸控制技術進行入門介紹,刀具中心點控制、刀軸向的控制與傾斜面的應用,再對五軸中複雜角度與機構情況下,應以虛擬軸進行進退刀閃避;機台上由於龍門平台範圍廣泛需要量測設備測量工件精度並補正;因龍門構型在機構為懸臂產生擺動與震盪時,透過適應性補償不同位置的控制參數等,隨後將介紹龍門機台配合的主軸頭,與龍門整機台所需要之加值軟體的搭配,並且介紹目前控制器趨勢的EtherCAT通訊協定等。大型零件加工技術與相關加值功能,強化機台高精與高穩定機能,引領國內工具機製造業者提升市場競爭優勢。
五軸同動與龍門機台控制介紹
現今國際上許多工具機廠商皆往航太零件等大型零組件發展,對此大型龍門加工機需求增加。針對龍門工具機的加工控制需求,工研院開發相應的控制器相關功能,將龍門機台所需的控制器技術進行昇華,除了原本的五軸同動控制以外,更發展虛擬刀具軸進退刀、線上量測與適應性位置調控等技術,接下來的章節介紹工研院所自行研發的控制器機能:
1.五軸同動控制(G43.4、G43.5、G68.2)
傳統五軸控制必須依靠CAM與後處理搭配產出五軸同動加工程式,此方法會因刀具長度不同而需重新產出加工程式,且加工程式無法適用於其他構型之五軸機。G43.4五軸刀具中心點控制機能,此控制方式注重於切削過程中,工件與刀具中心點之相對位置,所以能以相同程式在同旋轉軸類型不同構型進行加工,不需透過CAM重新產出程式碼,並且控制器具備三維刀具長度補正,使刀尖點保持在工件輪廓上移動。五軸刀具中心點控制機能僅控制刀具前端的切削點位置正確性,若當使用側刃銑削工件,無法控制插補過程中,刀具姿態(角度)於規劃的路徑上移動,因此需要G43.5刀具姿態控制機能輔助,因為在CAD/CAM所產生的五軸加工程式中均已經定義刀具位置與其刀具姿態,在程式執行間對刀具側刃相對於工件的姿態進行控制,並確保側刃銑削之路徑於設計之加工面上移動,如圖1所示。因此G43.5在控制器規劃中多考慮了刀具軸向的運動軌跡,不僅可符合各類型機台中進行相同程式加工,由於改為刀軸向控制也由原本的點加工改為線加工,大幅提升切削效率,但相應的提升規劃上的困難程度。
(a) (b)
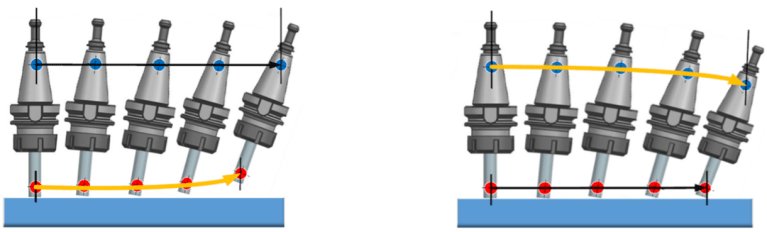
圖1 五軸刀尖點控制示意圖 (a) 未開啟刀尖點控制 (b)開啟刀尖點控制